RP 400 Běžná výkonová grafitová elektroda
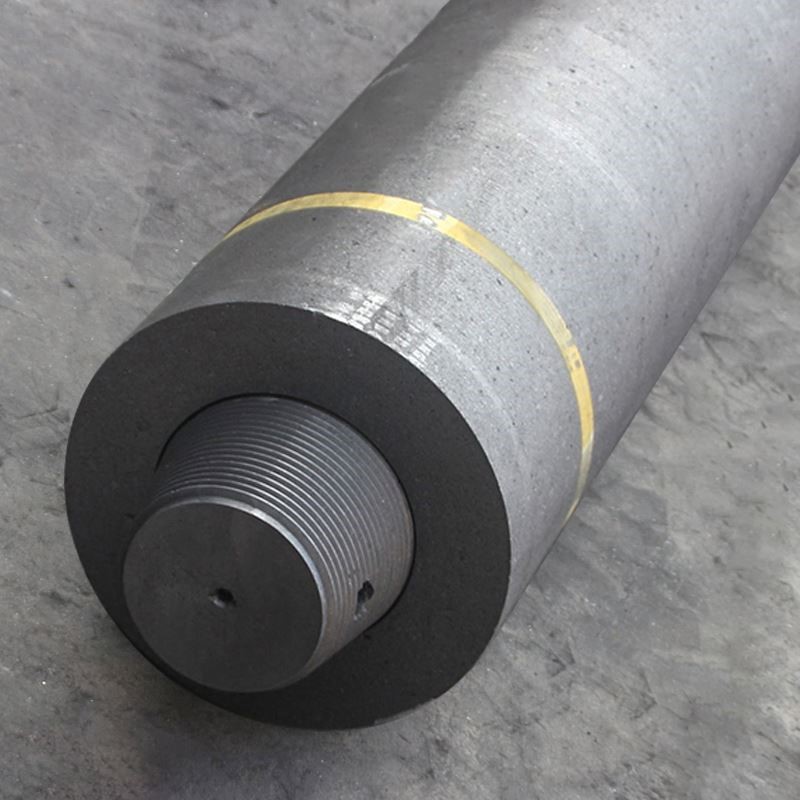
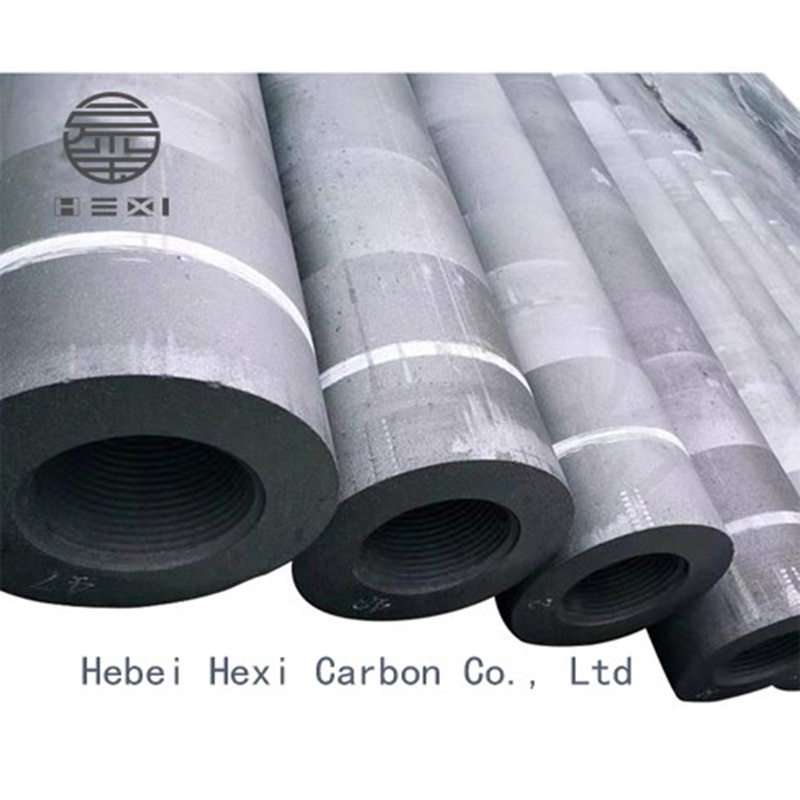

Grafitová elektroda RP 400 mm
U materiálů se stejnou průměrnou velikostí částic je pevnost a tvrdost materiálů s nízkým měrným odporem také o něco nižší než u materiálů s vysokým měrným odporem.


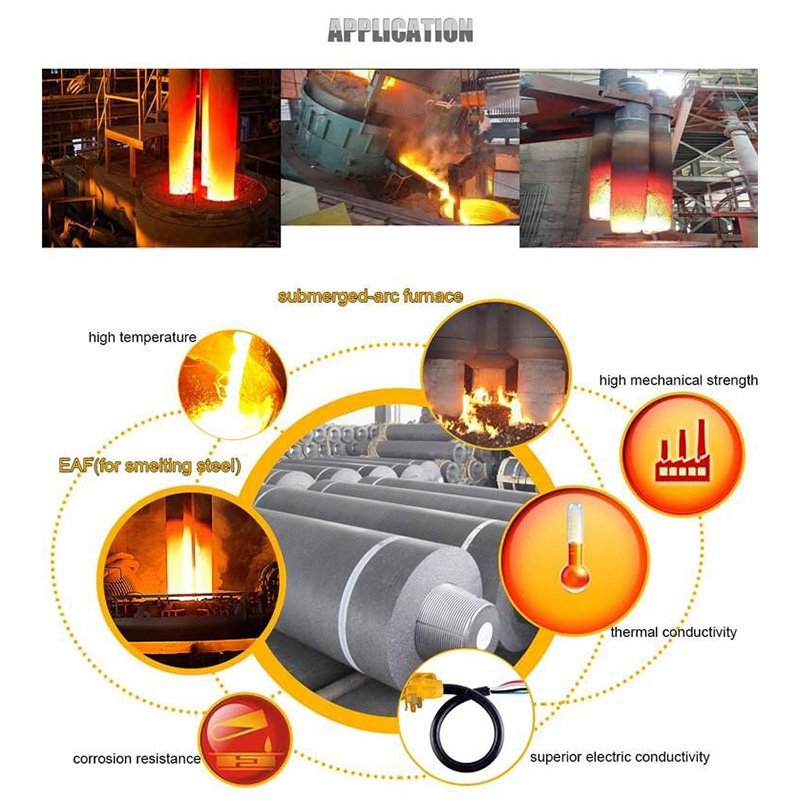
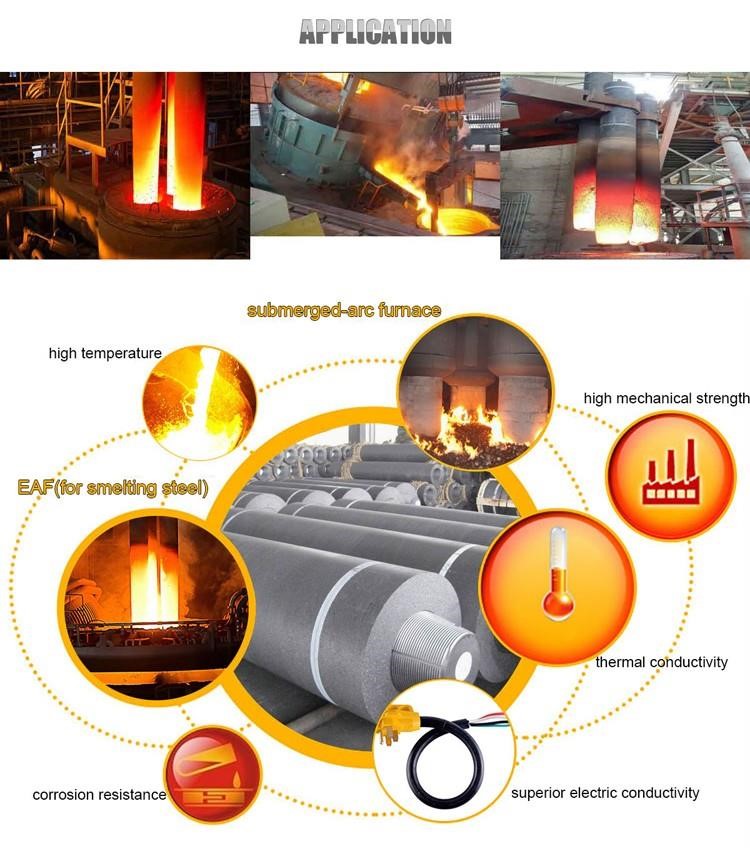
U materiálů se stejnou průměrnou velikostí částic je pevnost a tvrdost materiálů s nízkým měrným odporem také o něco nižší než u materiálů s vysokým měrným odporem. To znamená, že rychlost vybíjení, ztráta se bude lišit. Proto je přirozená rezistivita materiálů grafitových elektrod v praktických aplikacích velmi důležitá volba materiálu. Výběr materiálu elektrody přímo souvisí s účinkem výboje. Do značné míry je vhodný výběr materiálu, který určuje rychlost vynášení, přesnost obrábění a drsnost povrchu. Vzhledem k rozdílným požadavkům na kvalitu běžné výkonové, výkonové a ultra výkonné grafitové elektrody je i agregátní složení přípravku odlišné. Z pohledu trendů průmyslových produktů je vývoj grafitové elektrody na elektrodu s ultravysokým výkonem budoucí trend. Spoje mohou být vyrobeny se 3 nebo 4 tlačítky a jsou vyráběny přísně v rozsahu průmyslové standardní tolerance. Dlouhé a krátké specifikace lze přizpůsobit podle požadavků zákazníka, krátké doby zpracování, silné výrobní kapacity, aby vyhovovaly potřebám zákazníků doma iv zahraničí.
| Typické vlastnosti | |||
| Vlastnosti | Pozice | Jednotka | RP |
| 300-800 mm | |||
| Specifický odpor | tělo | μΩm | 7,8-8,8 |
| bradavku | 5,0-6,5 | ||
| Bendin Strengh | tělo | mpa | 7,0-12,0 |
| bradavku | 15,0-20,0 | ||
| Youngův modul | tělo | cpa | 7,0-9,3 |
| bradavku | 12,0-14,0 | ||
| Objemová hustota | tělo | g/cm³ | 1,60-1,65 |
| bradavku | 1,70-1,74 | ||
| CTE(100–600℃) | tělo | ×10-6/℃ | 2,2-2,6 |
| bradavku | 2,0-2,5 | ||
| Obsah popela | % | 0,5 | |